由于薄箔的微滲透性和生產環境,在生產過程中不可避免地會出現針孔。傳統的方法是在復卷過程中安排人工檢查這些針孔;然而,由于人眼疲勞、人眼分辨率有限、人工成本高,無法對箔片進行100%的目視檢查。為了檢測這些缺陷,很多鋁箔廠家都使用自動檢測儀。
【檢測原理】
視覺系統輸出的不是圖像或視頻信號,而是經過運算處理后的檢測結果(如缺陷、尺寸等)。通常,機器視覺檢測是用機器代替肉眼進行測量和判斷。首先,利用CCD相機將捕捉到的目標轉換成圖像信號,送到專用的圖像處理系統,根據像素分布和亮度、顏色等信息轉換成數字信號。
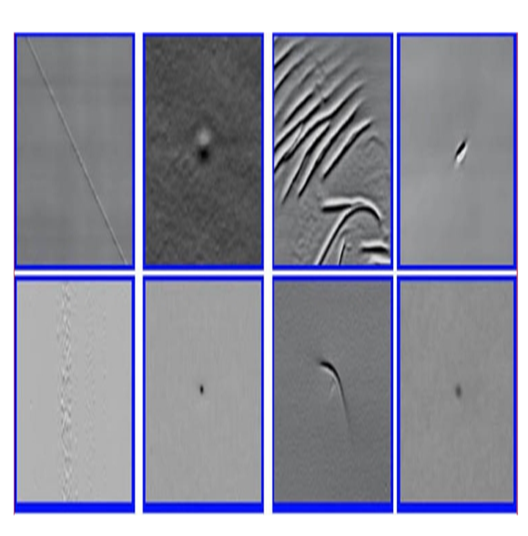
【瑕疵類型】
針孔、洞眼、焦印、雜質、擦傷、刮傷、凸點、凹坑等鋁箔加工過程中的常見的瑕疵缺陷。
【檢測精度】
檢測精度:可達0.5mm
檢測寬度: 100-3000mm(可調)
【檢測方式】
正/反面檢測,可根據企業客戶產品特點選擇1工位或者多工位。鋁箔表面檢測和鋁箔針孔檢測打光方式不同,鋁箔表面瑕疵檢測采用正面打光,鋁箔針孔檢測采用背面打光。
【數據記錄】
保存每班次生產記錄到數據庫,可供查詢、打印

【設備優勢】
1、深度算法:可以根據不良品綜合多維度的邊界特征,進行訓練,做到很多傳統算法不能做到的檢測項目,不斷提高檢測精度;
2、缺陷標識:發現瑕疵時可進行聲光報警,同時產品幅面邊緣可以進行自動標記,提示及時修復,避免大量缺陷產品的產生;
3、信息打印:在檢測到瑕疵時系統會自動統計出當前瑕疵的圖像、面積、位置、大小等信息,同時可連接打印機選擇打印信息;
4、數據庫管理:可以對生產的每卷材料進行精確的質量統計,詳細的缺陷記錄和統計為生產工藝及設備狀態提供了方便,有效保證產品質量;
5、系統聯動:當系統檢測到疵點時進行聲光報警,也可在系統中加入其它連鎖I/O輸出;
6、統計分析:功能豐富的OA軟件,具備存貯、報警、統計分析、報表等功能;